



苏州澳门太阳集团城welcome企业及产品介绍



精冲模具内型腔镜面抛光,磨粒流工艺抛光至Ra0.2μm以下
时间:2021-10-15 16:20:19 资讯来源:
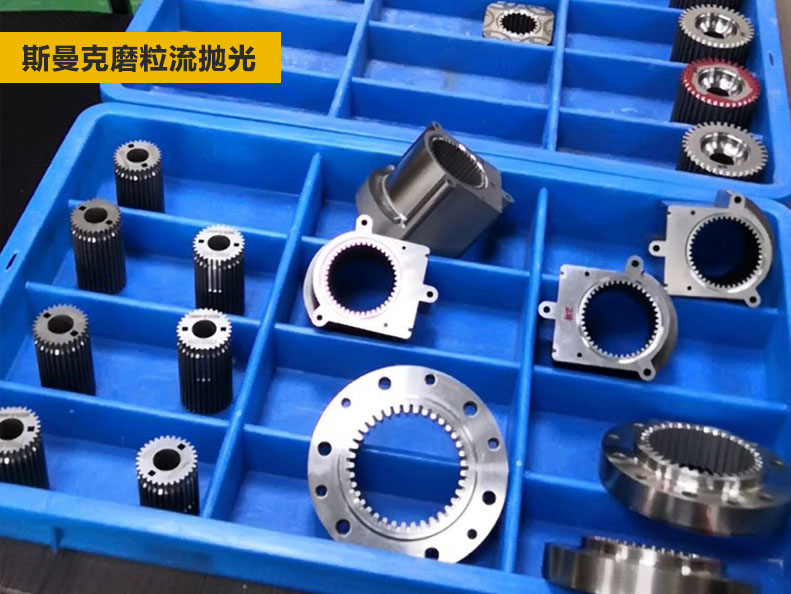
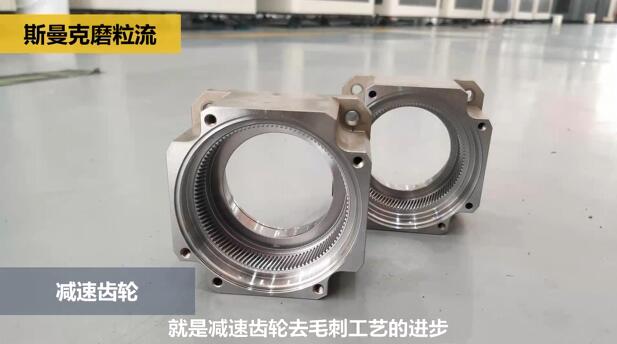
精冲模具抛光前型腔粗糙度为Ra0.5-0.6μm,抛光单边去除量不得超过0.001-0.0015mm,要求抛光至Ra0.2μm或以下(镜面效果)。模具型腔呈齿轮结构,或不规则形状。

抛光工艺:磨粒流
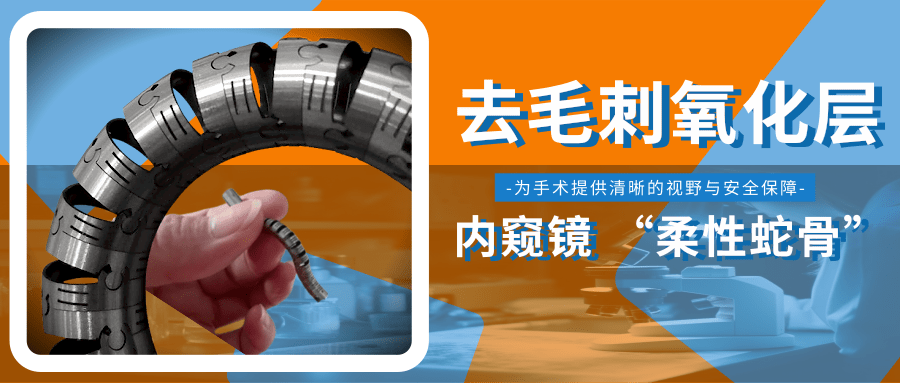
使用高分子弹性软磨料,通过挤压运动,使弹性软磨料通过精冲模具型腔或待抛光面,精细研磨,达到镜面效果。
具体抛光过程可参考下图,因实际加工中,模具是被保护在工装内看不到磨料运动,所以用下图作为参考。
抛光效率及效果:
节拍:每件1分钟左右即可抛光完成(因模具底胚粗糙度较好,且要求去除量较低,所以不需要更长时间。如果底胚粗糙度比较差,可以再多抛1分多钟)。


关于精度保持:
1、通常待抛光面原始粗糙度越好,抛光至镜面后,去除量越小;
2、根据工件的材质、粗糙度等特性,选择适宜颗粒度的磨料;
3、通过调节抛光时间、压力、流速等参数,可控制抛光效果
当然,磨粒流工艺抛光精冲模具,不仅能抛光型腔模具,还可以抛光一些外表面。

使用磨粒流工艺对精冲模具型腔抛光,具有以下优点:
1、更均匀:磨粒流抛光工艺,采用软性磨料作为研磨介质,抛光效果均匀。而传统抛光方式,极有可能造成抛光不均的现象。
2、更精密:磨粒流抛光,可最大限度地保持工件原始公差,抛光后去除量不过1μ左右。
3、安全环保:澳门太阳集团城welcome磨粒流工艺采用环保磨料进行物理研磨,磨料符合环保标准,不产生危险性气体、粉尘、化学溶液等,环保安全。
磨粒流资讯
相关信息
 网站首页
网站首页 咨询电话
咨询电话 联系我们
联系我们